
Справочные материалы
Опубликовано 20.02.2017, автор Александр
Что такое абразив для заточки и чем алмаз лучше?
Абразивные материалы (фр. abrasif — шлифовальный, от лат. abradere — соскабливать) — это материалы, обладающие высокой твердостью и используемые для обработки поверхности различных материалов: металлов, керамических материалов, горных пород, минералов, стекла, кожи, резины и других. Абразивные материалы используются в процессах шлифования, полирования, хонингования, суперфиниширования, разрезания материалов и широко применяются в заготовительном производстве и окончательной обработке различных металлических и неметаллических материалов.
Пригодность абразивных материалов зависит от физических и кристаллографических свойств; особенно важное значение имеет их способность при истирании разламываться на остроугольные частицы — у алмаза это свойство максимальное.
Так же он обладает самой высокой твердостью среди абразивов — 10 класс из 10 по шкале твердости Мооса и является эталоном.
Как определиться с зернистостью?
В зависимости от состояния ножа, подбирается определенный этап заточки, который определяется размером зерна абразива.
Важный момент — чем меньше «шаг» при переходе от одного размера зерна к другому, тем качественнее и легче получается заточка режущей кромки (РК) ножа.
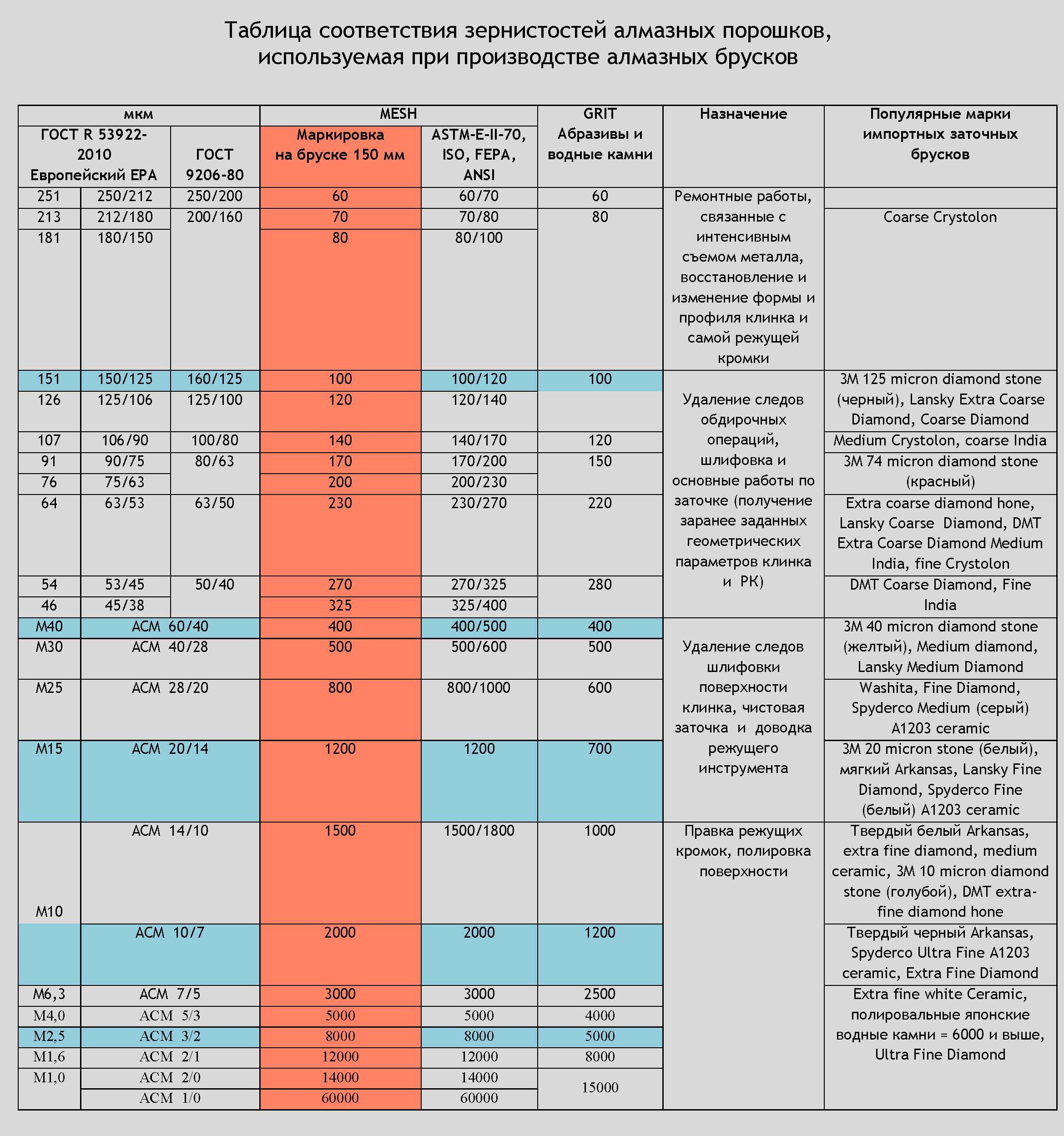
200/160 — 160/125 мкм:
Обдирка. Ремонтные работы, связанные с интенсивным съемом металла. Восстановление и изменение геометрии РК. Необходимо в тех случаях, когда РК ремонту уже не подлежит.
Заточка. Удаление следов обдирочных операций. Получение нужных геометрических параметров профиля РК ножа. Используется в тех случаях, когда РК нужно корректировать при наличии микросколов или других мелких повреждениях.
Доводка. Удаление следов от заточки. Придание агрессивной остроты РК. Зерно такого размера, создает на РК «микрозуб» который дает Вашему ножу агрессивный рез. Это бывает очень полезно для придания остроты и стойкости РК сделанной из стали не высокой твердости, с не большим содержанием углерода.
Полировка. Удаление следов от доводки. Правка и получение зеркальной поверхности на РК. Полировка очень важна для придания остроты и стойкости РК сделанной из стали высокой твердости, с высоким содержание углерода. На стадии полировки хорошо себя проявили алмазные пасты, нанесенные на брусок той же зернистости, или на притир в виде кожи, замши, хлопковой ткани и др.
Как определить соотношение мкм (микрометр, микрон) с GRIT (гриты)?
Размер зерна абразива (зернистость, гритность), измеряют чаще всего по шкале — JIS (Япония), или по шкале FEPA (Европа) и ANSI (С.Ш.А.). В России, как и многих других странах, размер зерна абразива измеряется в микронах (микрометр).
Как влияет % концентрации на работу и какую концентрацию выбрать?
Концентрация это показатель количества алмазных зерен (карат) в связке. При повышенной концентрации улучшается абразивная способность бруска.
Чем выше % концентрации — тем быстрее работает брусок, тем меньше тратится времени на заточку, тем меньше расходуется абразив, тем дольше он будет Вам служить.
Чем ниже % концентрации — тем медленнее работает брусок, соответственно, тем аккуратнее и мягче.
Концентрация алмазного порошка бывает: 25%, 50%, 100%.
Важно учитывать, что чем быстрее работает абразив, тем больше он требует внимания во время работы.
Необходимо ли смачивать брусок при работе, или что такое СОЖ?
Смазочно-охлаждающая жидкость (СОЖ) — обобщённое наименование разнообразных жидких составов, используемых главным образом при обработке металлов резанием или давлением.
Иными словами СОЖ это вещество, которое наносится на поверхность бруска, смягчает его работу и препятствует «засаливанию».
Использовать СОЖ, или нет, зависит от Ваших предпочтений. Некоторые мастера при работе с абразивами, используют воду или мыльный раствор. Применять масло при работе алмазными брусками мы не рекомендуем. Иначе поверхность быстро «засаливается».
На мелком зерне, менее 7/5 мкм, хорошо себя проявила как СОЖ алмазная паста того же зерна.
Какая марка связки у алмазных брусков?
Связка, это вещество, которое соединяет зерна абразива, от связки будет зависеть эффективность и долговечность работы самого абразива.
Сегодня выделяют три основных связки для алмазного абразива:
Для Венёвских алмазных брусков используется органическая связка.
Основное преимущество органической связки перед металлической (основное назначение которой обработка сверхтвердых материалов — стекла, камня и т.п.) в том, что она обладает более вязкой структурой, а значит легче обрабатывается (например, вручную при выравнивании и вскрытии порошком карбида кремния), лучше обновляется и не так быстро засаливается. Именно по этому именно органическая связка рекомендуется для обработки стали и др. твердых сплавов.
Основное преимущество органической связки перед гальванической (это самый популярный вид связки которую используют почти все производители алмазного инструмента) в том, что алмаз наносится не тонким слоем на поверхность связки, а находится по всей ее толщине. Так же органическая связка обладает большей пластичностью и вязкостью, а значит алмаз на такой связке «сыпется» меньше чем, на гальванической и как следствие, алмазный брусок на органической связке, служит значительно дольше.
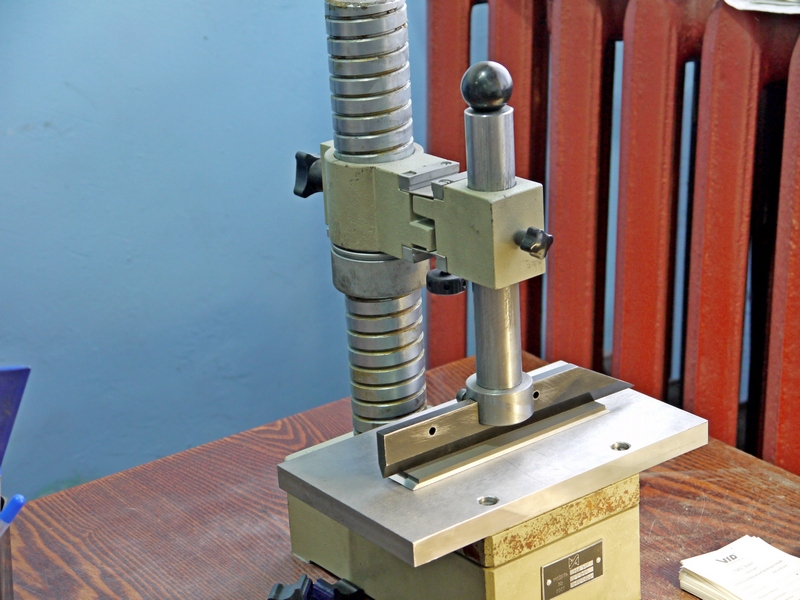
Как ровность брусков проверяют на производстве?
На нашем производстве, продукция проходит контроль качества на соответствие Техническим Условиям. Ровность брусков соответствуют предельным отклонениям, указанным в технических условиях для алмазных брусков. Вся продукция не соответствующая ТУ, является браком, и подлежит возврату или обмену.
Процесс проверки брусков на соответствие ТУ, проходит на специальном станке, при помощи эталонной линейки, которая закреплена параллельно столу. Контролер без усилия прижимает линейку к бруску, плотно но без усилия, и промеряет возможное отклонение щупом, диаметр которого соответствует допустимому отклонению по ТУ. Это самый точный способ измерения отклонений, другие способы дают слишком большую погрешность.
Еще один важный момент — линейка прижимается параллельно бруску, если прижимать линейку с одного края, то отклонение по противоположному краю будет больше действительно существующего.
Если же необходимо получить поверхность бруска более ровную чем допустимая по ТУ, то рекомендуется перед началом работы притирать бруски на стекле,или зеркале с порошком карбидом кремния. Для этого так же можно использовать алмазный порошок или алмазную пасту.

Как определяется класс шероховатости?
Класс шероховатости определяется значениями Ra (среднее арифметическое отклонение профиля в мкм) и Rz (высота неровностей в мкм). Ra можно подсчитать только в лабораторных условиях, в то время как величину Rz довольно точно можно определить, зная, каким именно размером зерна абразива была обработана поверхность.
Чем чистить бруски после работы?
Мастера советуют чистить бруски пемзой или щеткой, под струей воды. В крайнем случае – порошком карбидом кремния. Так же можно использовать алмазный порошок или алмазную пасту.
Как выравнивать алмазные бруски?
Алмазные бруски на органической связке, как и остальные абразивы со способностью к обновлению зерна, со временем изнашиваются и теряют свою ровную плоскость. При возникновении «седла» на рабочей плоскости бруска, абразив рекомендуется выравнивать.
Самый распространенный и доступный способ выравнивания абразива, это притирание бруска на стекле (зеркале) с порошком карбида кремния. Основное преимущество карбида кремния для вскрытия, притира и выравнивания разных абразивов в том, что его зерно быстро измельчается, что дает эффект похожий на заточку ножа последовательными по зернистости абразивами.
Обычно рекомендуется подбирать фракцию карбида кремния таким образом, что бы она была в 2 — 3 раза крупнее обрабатываемого абразива.
В случае с алмазом на органической связке, все обстоит иначе — в силу очень высокой износостойкости связки, для выравнивания и прирабатывания приходится использовать больше разных фракций карбида кремния, а для окончательной доводки самых мелкозернистых брусков — алмазную пасту.
Зернистость — с чем ее едят?
Введение
Наверняка вы знаете о существовании разных классификаций зернистости абразивов: в Европе — FEPA, в Японии — JIS, в России — ГОСТ. Разные производители пользуются разными системами, что вносит сложность в идентификации зернистости.
Вопрос на засыпку (попробуйте ответить на него сами или задайте его опытному заточнику, если вы пока не разбираетесь в предмете). Есть алмазная гранула размером 9 мкм. Какова ее зернистость в разных классификациях зернистости?
Скорее всего вы (или ваш визави) откроете одну из многочисленных сводных таблиц, чтобы найти однозначный ответ. И в этом случае ваш ответ будет неверным, вне зависимости от того, какие значения вы назовете. Потому что заданный вопрос просто не имел смысла.
Зернистость во всех существующих классификациях определяет статистический состав абразива как конгломерата огромного количества частиц. С отдельными частицами классификации не работают. Нельзя присвоить зернистость отдельно взятой частице, потому что частица одного размера может входить в совершенно разные фракции абразива. (Частица 9 мкм из нашего примера может входить в 4 фракции по ГОСТ 9206-80, и в целых 8 фракций по JIS!)
Что такое зернистость
Человек всегда будет стремиться свести любую сложную проблему к одному числу, и зернистость – не исключение. Вне всяких сомнений, присвоить любому точильному камню одно единственное число – зернистость – является очень соблазнительной идеей, так как задача сравнения становится тривиальной. Жонглируя значениями зернистости, вы должны отчетливо понимать – что стоит за цифрами. Пользуясь таблицами преобразования – знать фундаментальные недостатки и ограничения каждой классификации.
Основные классификации зернистостей объемных абразивов, которыми пользуются в деле заточки:
- FEPA-F – европейская классификация, которой также пользуются в США
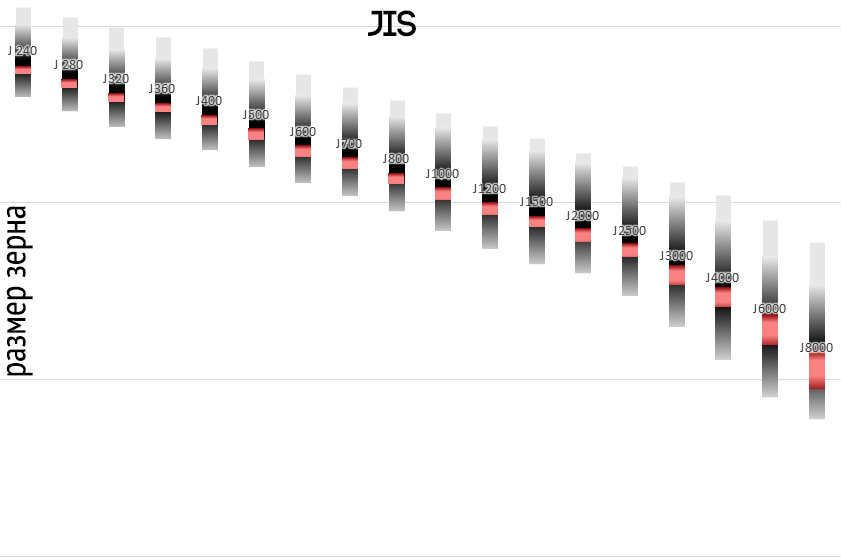
- JIS – японская классификация
- ГОСТ 9206-80 – российская классификация алмазных абразивов
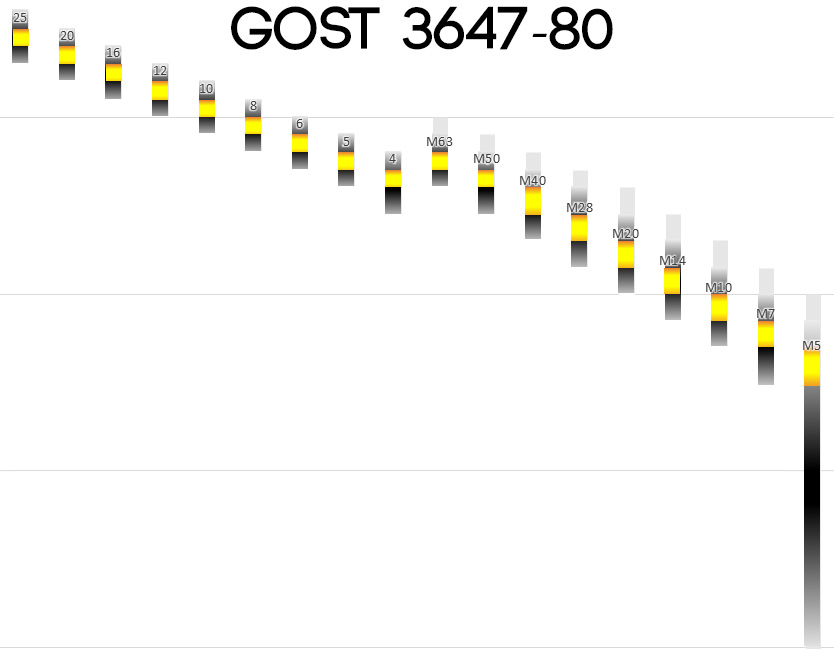
- ГОСТ 3647-80 – российская классификация не-алмазных абразивов
Каждая из этих классификаций дает определение своего набора зернистостей. Зернистость – величина дискретная (не непрерывная). К примеру, FEPA-F дает определение зернистости 800 и 1000, а зернистостей 801 или 900 не существует.
Любой абразив (неважно – твердый, паста или порошок) состоит из громадного числа частиц. В мире пони и бабочек (в котором живут многие маркетологи компаний-производителей) все частицы имеют одинаковый размер. В реальном мире абразивные частицы не могут иметь одинаковый размер, одни будут больше, другие – меньше. Даже если производитель тщательно сортирует абразивные частицы по размеру, всегда будет определенный диапазон размеров. Как классифицировать абразивный порошок, состоящий из миллиарда частиц разного размера?
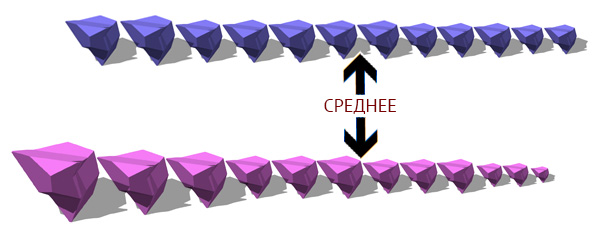
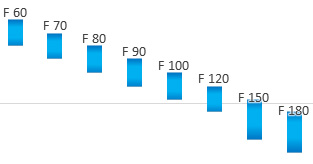
Классификации вносят элемент порядка в хаотический мир статистики. Зернистость определяется как интегральная функция предельного распределения размера зерен. Поясняющая картинка – зернистость грубых абразивов (макрогриты) в классификации FEPA-F (мы используем логарифмическую шкалу на всех графиках). Большая часть исследуемого абразива должна находиться внутри указанного диапазона. Особо подчеркну – среднее значение размера зерен не совпадает с центром диапазона, а просто находится внутри.
Примерим на себя роль лаборанта, который должен определить зернистость FEPA-F абразивного порошка. Мы последовательно берем пары эталонных сит – крупнозернистое сверху и мелкозернистое снизу. И сыпем порошок сверху. Если большая часть порошка проходит сквозь верхнее сито и застревает в нижнем сите – значит образец удовлетворяет зернистости. При этом возможны три случая:
- Если абразив плохой (слишком большое распределение размеров зерен), он может вообще не удовлетворять ни одной зернистости.
- Нормальный абразив удовлетворяет лишь одной зернистости.
- Сверхкачественный абразив (с узким распределением размера зерен) может удовлетворять двум или более зернистостям. К примеру, зерно 100±5 мкм можно классифицировать одновременно как F 150 и F 120.
И это – общая проблема при пользовании таблиц зернистостей. Зернистость по одной классификации никогда не совпадает с какой-либо зернистостью другой классификации. Если производитель декларирует соответствие бруска какой-либо зернистости, без тщательного лабораторного анализа невозможно определить соответствие бруска зернистости в другой классификации. Можно лишь делать допущения и упрощения.
Что такое фракция
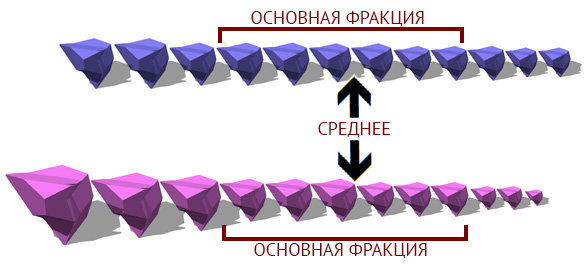
Вы спросите – неужели нарисованные на графике прямоугольники FEPA так сильно отличаются от аналогичных для других классификаций? Все дело в том, что мы сильно упрощаем суть, так как говорим лишь об основной фракции. Основная фракция – это лишь половина абразивных частиц (размер которых ближе всего к среднему значению). Вторая половина (ее называют смежной фракцией) может находиться за пределами описанного диапазона. Смежная фракция может оказывать существенное влияние на чистоту абразива в целом.
Например, абразив J 2500 (JIS) имеет основную фракцию в диапазоне 5-6 мкм, а зерна смежной фракции могут достигать 14 мкм, что почти втрое крупнее. Если вы взглянете на таблицу преобразования в конце статьи, то увидите, что J 2500 соответствует ГОСТ 7/5. Но ГОСТ 9206-80 запрещает наличие крупных зерен смежной фракции. Поэтому транслировать J 2500 в ГОСТ 7/5 по меньшей мере самонадеянно.
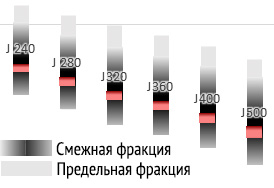
Но и это еще не все! Основная фракция – около 50% частиц, смежная – еще около 40%. Остается еще 9-10% частиц, размер которых может выходить за диапазон смежной фракции. Это называется предельной фракцией. К примеру, абразив с зернистостью J 240 имеет основную фракцию 57±3 мкм, а зерна предельной фракции могут достигать размера 127 мкм! И это не какой-то брак, это такой стандарт.
Разумеется, не стоит кидаться в крайности и считать, что раз стандарт допускает разброс, безобразный с точки зрения заточки ножей, то производители этим пользуются и халтурят. Реальные абразивные бруски скорее всего будут иметь адекватное распределение размера зерен. Но не зная этого наверняка, не стоит делать допущений.
Пройдемся по основным классификациям.
FEPA (The Federation of the European Producers of Abrasives, http://www.fepa-abrasives.org/) регулирует стандарты абразивов для Европы. Несмотря на наличие своего национального стандарта ANSI, производители США повсеместно используют стандарты FEPA для обозначения зернистости. Актуальные стандарты: 42-1:2006, 42-2:2006 для объемных абразивов и 43-1:2006, 43-2:2006 для поверхностных абразивов. Отсутствуют в свободном доступе.
Исторически сложилось, что значение зернистости объяснялось как количество частиц в единице объема для объемных абразивов. Так как у поверхностных абразивов объема нет, то для них зернистость объяснялась как количество частиц на единице площади. Этот не очень продуманный подход привел к тому, что один и тот же абразив имеет разную зернистость в точильном камне и на наждачной бумаге. Чтобы не путаться, для объемных абразивов используют обозначение «F» (классификацию называют FEPA-F), для поверхностных абразивов – обозначение «P» (FEPA-P).
Каждый из двух стандартов в свою очередь разделяется на два подстандарта: для макрогритов (грубых зернистостей) и микрогритов (мелкодисперсных зернистостей). Они имеют несколько разные требования к составу фракций.

JIS (Japanese Industrial Standards) регулирует стандарты абразивов Японии. Актуальный стандарт для объемного абразива: JIS R 6001:1998. Отсутствует в свободном доступе.
В этой статье анализируются только микрогриты для JIS. (Информации по макрогритам JIS не было найдено.)
ГОСТ регулирует стандарты абразивов РФ и некоторых стран бывшего СССР. Все стандарты ГОСТ есть в свободном доступе.
Актуальные стандарты, регулирующие зернистость:
- ГОСТ 9206-80 для алмазных абразивов
- ГОСТ 3647-80 для не-алмазных абразивов
ГОСТ называет макрогриты шлифзерном и шлифпорошком, микрогриты — микрошлифпорошком.
ГОСТ 9206-80 (для алмазов) используют интуитивно понятное именование зернистостей – в ней указывается диапазон основной фракции. Но в этом скрывается подвох, так как есть еще смежная и предельная фракции (поэтому алмазный порошок 2/1 может включать зерна от 0 до 3 мкм.)
Одна из прелестных черт классификации ГОСТ 9206-80 – это простая система диапазонов для всех фракций: основной, смежной и предельной. Надо лишь запомнить микронную лестницу – последовательность 1 – 2 – 3 – 5 – 7 – 10 – 14 – 20 – 28 – 40 – 60 для микрогритов, и аналогичную для макрогритов. Соседняя пара чисел будет основной фракцией для одноименной зернистости (к примеру 7/5 – основная фракция от 5 до 7 мкм). Смежная фракция – на одну ступеньку вниз (от 3 до 5 мкм). Предельная фракция – еще на одну ступеньку вниз и на одну – вверх (от 7 до 10 мкм, плюс от 2 до 3 мкм).
Для макрогритов смежная фракция – на одну ступеньку вверх и вниз. (Предельной фракции нет.)
В ГОСТ 9206-80 есть еще классификация субмикронных фракций, но мы ее не будем затрагивать в виду малого использования.
Если вы сравните размер полосок основной фракции ГОСТ 9206-80 с FEPA и JIS, вы обратите внимание на их сравнительно большой размер. Но не стоит ругать советский стандарт. В отличии от FEPA и JIS, основная фракция ГОСТ – это от 70% до 80% среднестатистических зерен (в отличии от 50% в FEPA, JIS и даже ГОСТ 3647-80).

ГОСТ 3647-80 (для не-алмазов) использует почти такую же микронную лестницу, но другую систему именования. Для макрогритов зернистость обозначается числом, для микрогритов – числом с индексом «М». При этом разработчики стандарта своеобразным образом «сплавили» макрогриты и микрогриты: зернистость 5 = М63, зернистость 4 = М50 (они полностью эквивалентны за исключением верхней предельной фракции).
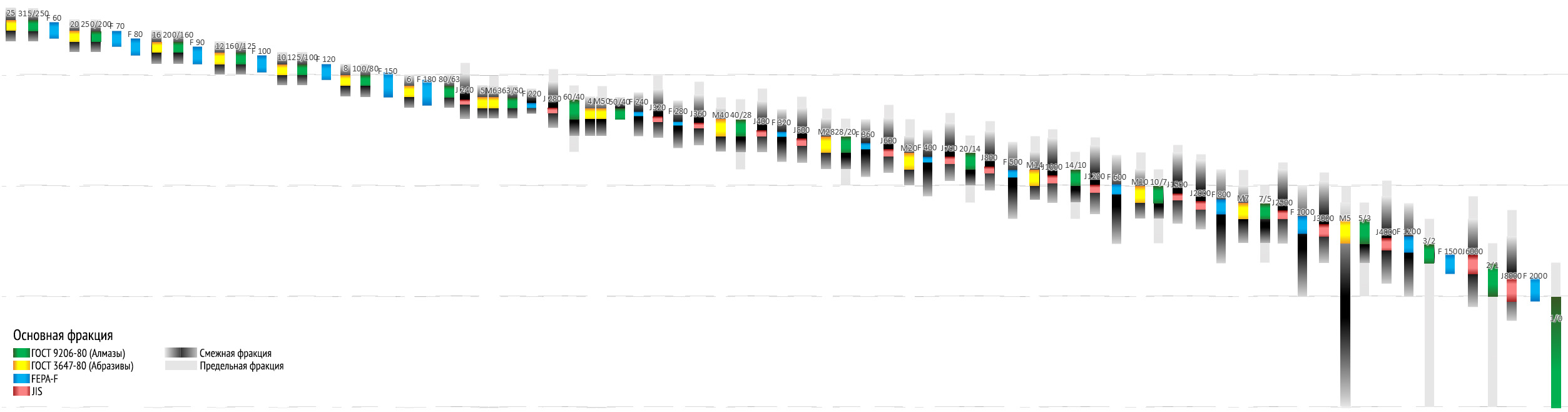
Сводный график
Сведем все полученные данные в один график. Вертикальная шкала – размер зерна в логарифмической шкале, на которой горизонтальными линиями отмечены 0, 1, 10 и 100 мкм.
Теперь, приложив немного усилий, вы сможете ответить на некоторые вопросы, которые раньше ставили вас в тупик. Иногда вы видите явное несоответствие каких-либо данных «общепризнанным» таблицам зернистости.
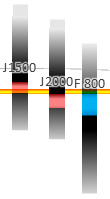 Например, бруски Boride серии Golden Star имеют две маркировки – FEPA-F и JIS. На бруске зернистости F 800 отпечатано «J-1500».
Например, бруски Boride серии Golden Star имеют две маркировки – FEPA-F и JIS. На бруске зернистости F 800 отпечатано «J-1500».

Но если вы посмотрите любую таблицу преобразования, то напротив F 800 будет другая зернистость – J 2000. Boride ошиблись? Если абстрагироваться от дискретных значений в таблице и переключиться на график с диапазонами, то все встает на свои места. Boride делает бруски из отборных зерен, и реальный диапазон может быть очень узким. Легко представить где на графике должны быть зерна Golden Star 800, чтобы удовлетворять условиям F 800 / J 1500.
Нерегулируемые зернистости
Как вы, наверное, догадались, все описанные стандарты создавались с большим запасом. Необработанный песок, который черпает ковшом из карьера экскаватор, наверняка подходит под одну из зернистостей. И тем не менее, очень часто производители абразивов сталкиваются с тем, что их продукт не вписывается ни в одну стандартную зернистость. В этом случае вступают в дело маркетологи! И они начинают изобретать свои собственные зернистости.
Boride изобрела несуществующую зернистость F 900, базируясь на среднем размере зерна. Не исключено, что абразивы с маркировкой F 900 не удовлетворяют стандарту FEPA-F для соседних зернистостей: F 800 и F 1000. Eze-Lap изобрела несуществующую зернистость F 250 для своих грубых алмазов.
JIS заканчивает свое существование на отметке 8000 грит. Но уже начиная с 4000 грит начинается настоящая вакханалия. Производители японских водных камней и примкнувший к ним Norton предлагают собственные «продолжения шкалы JIS». Разумеется, каждый гнет свою линию, не оглядываясь на других. 5000, 10000, 15000, вот уже 30000 грит. Что означает та или иная зернистость в этом диапазоне, могут дать лишь данные о размере зерна.
Таблица зернистости
Если вы прочитали все вышесказанное, вы должны понимать необходимость таблиц преобразования с одной стороны, и огромные ограничения их использования с другой. Подавляющее большинство известных производителей абразивов не пользуются никакими стандартами классификаций вообще, либо отходят от них для некоторых продуктов. Но каждая надпись в приведенной таблице – это не точка, а размытое пятно. Пятно может быть маленьким, может быть большим (в зависимости от строгости отбора зерен для конкретного абразива). Если вы конвертируете одну зернистость в другую, не забывайте произносить слово «примерно».
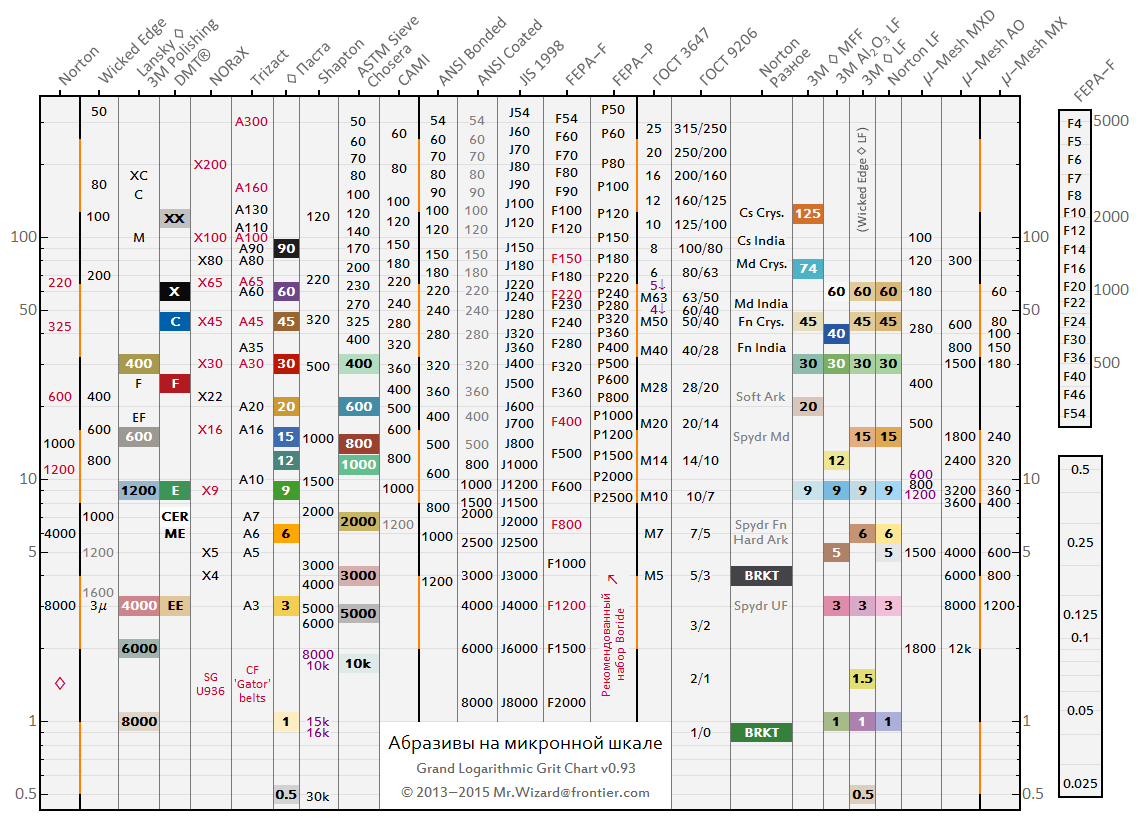
Таблица разделена на серии с соответствующими заголовками. Вертикальная позиция метки – это средний размер зерна в микронах.
Некоторые колонки включают две серии (для компактности), например, в одной колонке вы найдете шкалу «ASTM Sieve» и серию Chosera. В этом случае метки двух серий различаются цветовым оформлением.
Черно-оранжевые вертикальные полосы демонстрируют удвоение размера зерна. Часто считается, что комплект абразивных брусков должен иметь зернистости с логарифмической прогрессией. Так как наша таблица имеет логарифмическую шкалу, то зернистости в наборе должны быть равноудалены друг от друга.
В некоторых колонках вы увидите метки, выделенные красным цветом. Это отмечены серии, которые не имеют своих отдельных колонок.
Цветные метки соответствуют продуктам, имеющим такой же цвет в реальности, например бруски Chosera и алмазы DMT. Цвет алмазных паст, указанный в колонке «♢ Compound», стал стандартом де факто, ей пользуются компании Advanced Abrasives Corporation, Amplex Superabrasives, BORIDE Engineered Abrasives, Engis®, Norton, PPT Pro Polishing Tools, United States Products Co. Российские алмазные пасты выпускаются в других цветах по требованию ГОСТ.
Фиолетовым цветом отмечены метки, которые были смещены по вертикали для того, чтобы избежать наложения друг на друга. Бруски Shapton 8K и 10K, 15K и 16К были смещены по вертикали на 2%. Micro-Mesh™ MXD 600, 800 и 1200 были смещены на 4.5% (они практически идентичны друг другу по зерну). В одном случае два бруска совпадают по зернистости: Norton Hard Arkansas и Spyderco Fine. Соответствующие метки надо читать как «Spyder Fine» и «Hard Ark», находящиеся в одной колонке в одной точке.
Алюмокерамика Spyderco, Wicked Edge, BRKT, а также арканзасы соответствуют «ожидаемой зернистости», то есть по результатам тестов, а не анализа физической структуры.
Продукты с недоказанной зернистостью отмечены серым цветом.
Для стандартных классификаций использовался средний размер зерна основной фракции.
Для продуктов, использующих средний размер зерна в микронах, использовался этот самый размер.
Один пиксел соответствует изменению размера на 1%. Поскольку из статьи вы знаете, что средняя фракция стандартных классификаций имеет существенно больший разброс, положение меток имеет достаточную точность для сравнения.
В колонке «Other» (другие) вы найдете пункт «Table Salt» (поваренная соль). Это шутка автора таблицы.