
Перевод класс точности в квалитеты
Г1. С целью обеспечения технологичности в отношении точности размеров:
а) для размеров, определяющих положение отверстий, необходимо задать отклонения симметричными полями допусков, в миллиметрах (рис. 27). Величина отклонения зависит от функционального назначения детали и задаётся конструктором. В учебных целях примем следующее допущение. Если отдельные размеры, координирующие положение этих отверстий, указаны с точностью, то следует эту же точность продублировать на искомые размеры. Например, на рис. 27 заданы размеры 20 и 15 с точностью ± 0.1. Тогда для размера 18 также следует указать точность ± 0.1. Точность указывается непосредственно справа от номинальной величины этого размера.

Рис. 27. Пример задания точности размеров, определяющих положение отверстий
Поскольку возможны особые ситуации, принимаемые решения необходимо согласовать с преподавателем;
б) для линейных и диаметральных размеров необходимо задать отклонения в квалитетах. (рис. 28). Квалитет зависит от функционального назначения детали и определяется конструктором. В учебных целях примем следующее допущение. Для наружных (охватываемых) элементов детали расположение допуска следует задать буквой » h » (верхнее отклонение равно » 0 «, а нижнее со знаком » – «). Для внутренних (охватываемых) элементов детали расположение допуска следует задать буквой » Н » (верхнее отклонение со знаком » + «, а нижнее равно » 0 «). Величину отклонения на размеры необрабатываемых резанием поверхностей следует задавать по 12 или 14 квалитету (на выбор), а на размеры обрабатываемых поверхностей – по 7, 8, 9 или 10 квалитету (на выбор). Точность указывается непосредственно справа от номинальной величины размеров. Поскольку возможны особые ситуации, принимаемые решения необходимо согласовать с преподавателем;

Рис. 28. Пример задания точности линейных и диаметральных размеров
в) для угловых размеров необходимо задать отклонения симметричными полями допусков, в градусах и (или) минутах (рис. 29). Величина отклонения зависит от функционального назначения детали и задаётся конструктором. В учебных целях примем следующее допущение. На угловых размерах фасок, конусов крепёжных отверстий и необрабатываемых поверхностях следует указать точность ± 1 o . На угловых размерах основных обрабатываемых поверхностей следует принять точность ± 30′. Точность указывается непосредственно справа от номинальной величины размеров.

Рис. 29. Пример задания точности угловых размеров
Поскольку возможны особые ситуации, принимаемое решение необходимо согласовать с преподавателем.
Все намечаемые исправления необходимо оформить записью в ведомости N 2 например: «указать размеры с точностью: Ø 20Н14; 35 o ±1 o «).
Г2. В зависимости от характера не технологичности возможны два разных решения:
а) если запись о неуказанных предельных отклонениях размеров является лишней, то в крайний правый столбец ведомости N 2 необходимо внести запись: «устранить запись с поля чертежа»;
б) если запись о неуказанных предельных отклонениях размеров выполнена в устаревшей редакции, то в крайний правый столбец ведомости N 2 необходимо внести запись: «заменить на новую: » h14, H14, ± t2/2″ «.
Г3. Для замены классов точности на квалитеты следует обратиться к таблице 2 , после чего внести в ведомость N 2 соответствующую запись (например: «заменить 100А5 на 100Н9, Ø 24С2а – на Ø 24h7″).
| Обозначение устаревших классов точности | Обозначение ныне действующих квалитетов точности | Обозначение устаревших классов точности | Обозначение ныне действующих квалитетов точности |
|---|---|---|---|
| A1 | H6 | C4 | h11 |
| A2 | H7 | X4 | d11 |
| C2 | h6 | A5 | H12 |
| X2 | f7 | C5 | h12 |
| Л2 | е8 | Х5 | b12 |
| A2a | H8 | СМ5 | IT12/2 |
| C2a | h7 | A7 | H14 |
| C3 | h8 | B7 | h14 |
| X3 | f9 | СМ7 | IT14/2 |
| A3 | H9 | A9 | H16 |
| C3a | h10 | B9 | h16 |
| A4 | H11 | СМ9 | IT16/2 |
Г4. Внести запись в ведомость N 2 с указанием правильного обозначения только двух размеров из всего списка нетехнологичных размеров (например: «Ø 24Н12(+0.21); Ø 60h10(– 0.12)»). Для этого следует обратиться непосредственно к ГОСТ 25347-82 (СТ СЭВ 144-75) «Поля допусков и рекомендуемые посадки», или к таблице 5 . В числе двух выбираемых размеров должны быть размер на наружную и внутреннюю поверхности.
Г5. Точность диаметра резьбы зависит от функционального назначения детали и задаётся конструктором. В учебных целях примем допущение о задании средней точности: для наружной резьбы – 6g, для внутренней – 6Н, с внесением соответствующей записи в ведомость N 2 (например: «указать размеры с точностью: М24–6g; М4–6Н»).
Г6. Для замены классов точности на степени точности следует обратиться к таблице 3, после чего внести в ведомость N 2 соответствующую запись (например: «заменить М24 кл.2 на М24–6g»).
| Обозначение устаревших классов точности резьбы по ГОСТ 9253-59 | Обозначение ныне действующих степеней точности резьбы по ГОСТ 16093-81 для: | |
|---|---|---|
| наружной резьбы | внутренней резьбы | |
| Кл. 1 (точный) | 4h | 4Н5Н |
| Кл. 2 (средний) | 6g | 6Н |
| Кл. 2а (средний) | 6g | 6Н |
| Кл. 3 (грубый) | 8g | 7Н |
Д1. Внести в ведомость N 2 следующую фразу: «указать в поле технических требований чертежа запись: «Неуказанные допуски формы и расположения поверхностей – по ГОСТ 25069-81″».
Д2. Внести в ведомость N 2 запись с указанием действия для обеспечения технологичности (например: «заменить на действующие обозначения « » , «
» , « «»). Для выполнения данной записи с последующим исправлением в чертеже следует обратиться к таблице 4.
«»). Для выполнения данной записи с последующим исправлением в чертеже следует обратиться к таблице 4.
| Вид отклонения: | Устаревшее обозначение | Действующее обозначение |
|---|---|---|
| От соосности |  | |
| От симметричности |  | |
| Позиционное отклонение |  |  |
Д3. Выбирая ближайшие числа из ряда предпочтительных чисел ( см. правило Д3 ), необходимо обязательно учесть два взаимосвязанных фактора:
а) чем больше (грубее) выбранное отклонение, тем меньше затраты на его достижение;
б) величина отклонения формы и расположения поверхности не должна быть равной и выходить за пределы точности размера этой поверхности. Например, невозможно, чтобы для цилиндра Ø 24h12(– 0.21) было назначено отклонение от круглости, равное 0.25 мм.
Все намечаемые исправления необходимо оформить записью в ведомости N 2 (например: «заменить допуск плоскостности с 0.21 мм на 0.20 мм»).
Классы точности, квалитеты, шероховатость поверхности, методы обработки и назначение обрабатываемых поверхностей.
Можно смело утверждать, что вопросы точности изготовления и шероховатости поверхности развивались практически синхронно с вопросами развития огнестрельного оружия в части серийности, взаимозаменяемости, унификации и удешевления продукции.
Действительно, при изготовлении единичных образцов или штучном производстве вполне можно было идти по пути пригонки всех деталей до приемлемого уровня работоспособности того или иного механизма.
Конечно и сейчас, в ряде обоснованных случаев, пригонка или совместная обработка деталей используется достаточно широко, но, все же, подавляющее большинство деталей выполняется по предельным отклонениям, соответствующим тому или иному квалитету и посадке с соответствующими шероховатостями поверхностей, что исключает необходимость дополнительной обработки при проведении сборочных операций и в процессе дальнейшей обкатки.
Задача при конструировании (в плане точности изготовления и шероховатости) — задать максимально широкие допуски и максимально грубую шероховатость, которые, наряду с обеспечением работоспособности в пределах заданного ресурса, позволяли бы получить изделие максимально дешевое.
13.1 Квалитеты — более «свежая» градация в вопросе точностей изготовления. Ранее использовалась градация по классам. Соответствие квалитетов классам весьма полезно знать на память, так как на текущий момент на производстве квалифицированные кадры при обсуждении вопросов используют «классы» весьма широко. Видимо это происходит от того, что посадки в обозначении по классам имеют определенный смысловой характер (например: С – скользящая по 2 классу; Пр22а – вторая прессовая по классу 2а и т. д.).
13.2 


 Обозначение шероховатости по ГОСТ 2789 в обсуждениях используется гораздо реже и если все же говорят «знак 10», то надо понимать, что имеется в виду шероховатость 10, соответствующая 0.16 по Ra.
Обозначение шероховатости по ГОСТ 2789 в обсуждениях используется гораздо реже и если все же говорят «знак 10», то надо понимать, что имеется в виду шероховатость 10, соответствующая 0.16 по Ra.
Обозначение шероховатости в КД по Ra и Rz имеет свои правила
Если по Rz, то, например, — Rz20
 |
 Если по Ra, то, например, — 2.5
Если по Ra, то, например, — 2.5
При этом существуют границы применения обозначений по Ra и Rz. Применяемые в КД обозначения выделены более толстым шрифтом в таблице с параметрами шероховатости (см. лист №3).
Ra – регламентирует отклонение профиля
Rz – регламентирует высоту неровностей
Под средним арифметическим отклонением профиля Ra понимается значение расстояний точек измеренного профиля до его средней линии.
Под высотой неровностей Rz понимается среднее расстояние между находящимися в пределах базовой длины пятью высшими точками выступов и пятью низшими точками впадин, измеренное от линии, параллельной средней линии профиля.
13.3 При простановке допусков следует стремиться не выходить за рамки ограничителя полей допусков и предельных отклонений по СТ СЭВ 144-75 и использовать нормальные размеры по ГОСТ 6636-69, что снизит стоимость изделия за счет применения стандартного измерительного инструмента и калибров.
13.4 Таблица соответствия классов точности , квалитетов и ориентировочных значений шероховатости.
| Класс точности | Квалитет | Для диаметров ø18…ø30мм | |
| Отв./Вал | Отв./Вал | Поле допуска, мкм | Шероховатость (не грубее) |
  1/1 1/1 | 6/5 | 13/9 | 0.63 |
  2/2 2/2 | 7/6*;7* | 21/13 | 1.25 |
| 2а/2а | 8/7*;8* | 33/21 | 2.5 |
  3/3 3/3 | 9/8*;9* | 52/33 | 2.5 |
  3а/3а 3а/3а | 10/10 | 84/84 | Rz20 |
  4/4 4/4 | 11/11 | 130/130 | Rz40 |
  5/5 5/5 | 12/12 | 210/210 | Rz40 |
  7/7 7/7 | 14/14 | 520/520 | Rz80 |
| 8/8 | 15/15 | 840/840 | Rz160 |
  9/9 9/9 | 16/16 | 1300/1300 | Rz320 |




 Четко
Четко
 ориентироваться
ориентироваться
Представлять динамику (Значение шероховатости
 роста и порядки не может быть грубее
роста и порядки не может быть грубее
(приведено для справок) по Ra поля допуска на форму
* Для основных посадок
| Параметры шероховатости, мкм | Квалитеты экономические | Обозначение класса шероховатости по ГОСТ 2789-59 | |
| Ra | Диапазон величин | Rz | |
 80 80 | 100-50 | 17-14 | |
 40 40 | 50-25 | 17-12 | |
 20 20 | 25-12.5 | 17-11 | |
 10 10 | 12.5-6.3 | 15-9 | |
 5 5 | 6.3-3.2 | 15-7 | |
 2.5 2.5 | 3.2-1.6 | 14-6 | |
 1.25 1.25 | 1.6-0.8 | 6.3 | 13-6 |
 0.63 0.63 | 0.8-0.4 | 3.2 | 13-6 |
 0.32 0.32 | 0.4-0.2 | 1.6 | 9-5 |
| 0.16 | 0.2-0.1 | 0.8 | 9-5 |
 0.08 0.08 | 0.1-0.05 | 0.4 | 7-5 |
 0.04 0.04 | 0.05-0.025 | 0.2 | 5 и точнее |
| 0.02 | 0.025-0.012 | 0.1 | |
 0.01 0.01 | 0.012-0.006 | 0.05 |
13.6 Для грамотного конструирования безусловно необходимо в обязательном порядке (помимо всего прочего) знать следующее:
· в каких случаях применяются те или иные посадки, а также в каких случаях и с какой точностью обрабатываются те или иные детали и сборочные единицы, что необходимо, с одной стороны, для исключения брака, а с другой стороны, для избежания необоснованного увеличения стоимости изготовления изделия;
· каковы методы получения задаваемых в КД точностей, что необходимо для грамотного проектирования деталей и сборочных единиц с точки зрения обеспечения возможности подхода к обрабатываемым поверхностям наиболее подходящего для данного случая инструмента, обеспечения его выхода в специальные канавки или обеспечение обработки “ на проход” и т. д. и т. п.
13.7 При различных видах обработки широко используется понятие “переход”.
Переходом называется часть операции, характеризующаяся неизменностью обрабатываемой поверхности, режущего инструмента и режима работы станка. Изменение какого-либо из указанных элементов (инструмента, поверхности обработки или режима работы станка) при неизменности остальных определяет собой новый переход.
В силу вышеизложенного ниже приведены наиболее типовые методы обработки, их возможности на конечных переходах и наиболее типовые детали и сборочные единицы, где применяются данные методы.
В силу того, что большая часть деталей в электрической машине обрабатывается по цилиндрическим поверхностям, ниже наиболее подробно рассмотрена механообработка отверстий и валов.
Для удобства восприятия материал по механообработке отверстий и валов изложен в порядке снижения точностей обработки.
13.8 Обработка отверстий по 6 квалитету точности в зависимости от требуемых допусков формы и валов по 5 квалитету точности с ограничениями в части допусков формы
 Назначение обрабатываемой поверхности Назначение обрабатываемой поверхности | Точность обработки Класс Квалитет | Допуски на форму и расположение обрабатываемых поверхностей | Метод обработки в мелкосерийном производстве | Сущность метода обработки | Примечания | ||||
| Гнезда под шарикоподшип-ники класса “6” при ресурсе ≥1500 часов Машины по Рис. №№ 5, 8, 12 | 1/6 | См. материал: “Шарикопод-шипники. Лекция №19. Рис. 19.1.1” | Суперфиниш (шлифование–отделка) |  | Шлифование по-вышенной точнос-ти и тонкая (алмаз-ная) расточка требуемые допус-ки формы, как правило, не обеспечивают * для ø 500 часов Машины по Рис. №№ 4, 5, 8, 12, 13 | 1/5 | См. материал: “Шарикопод-шипники. Лекция №19. Рис. 19.1.3” | Суперфиниш (шлифование-отделка) |  |
| Шлифование повышенной точности | 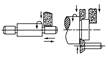 | Требуемые допуски формы получить данным способом доста-точно сложно | |||||||
| Тонкая (алмазная) обточка требуемые допуски формы, как правило, не обеспечивает |
* Эти методы обработки, ка правило, обеспечивают допуски формы в пределах 0.005…0.008 мм.
13.9Методы обработки гнезд и шеек под шарикоподшипники целесообразно рассмотреть одновременно со способом обеспечения минимальных перекосов между внутренними и наружными кольцами шарикоподшипников.
Наиболее качественная соосность шеек вала под шарикоподшипники достигается обработкой шеек “с одного установа” в центрах (т. е. без снятия детали со станка в процессе обработки обеих шеек). После этой операции любые механические деформации вала (включая напрессовку пакетов и т. п.) должны быть исключены.
Наиболее качественная соосность гнезд под шарикоподшипники в щитах при любом методе обработки достигается при совместной обработке гнезд “с одного установа”. Для обеспечения данного способа обработки конструкция выполняется с соблюдением следующих правил:
· расположение опорной торцевой поверхности под упорный шарикоподшипник должно обеспечивать возможность как обработки опорной торцевой поверхности, так и обработки обеих гнезд “с одного установа”;
· возможность взаимного смещения гнезд после совместной обработки должна быть практически исключена, а механические деформации щитов, которые могут привести к деформации гнезд, должны быть сведены к минимуму конструктивными мероприятиями.
Исключение смещения достигается установкой ряда шрифтов между корпусом и щитом (щитами) по их упорным торцам до начала обработки гнезд. Отверстия под штифты выполняются совместной обработкой (сверление и затем развертывание для обеспечения прессовой посадки штифтов в корпус) для чего выполняют технологическую сборку щита и корпуса. Затем щит (щиты) снимают с корпуса и развертывают отверстия под штифты в щите (в щитах) для обеспечения скользящей посадки , по штифтам, что позволяет достаточно легко неоднократно собирать и разбирать машину. После этого в корпус запрессовывают штифты и маркируют корпус и щит (щиты) одним порядковым номером.
Затем корпус (если это моноблок) или корпус с одним щитом устанавливают на станок и обрабатывают одно гнездо и опорную торцевую поверхность под шарикоподшипник, если она расположена на корпусе (или в установленном на корпусе щите). После этого не снимая корпуса со станка, устанавливают по штифтам щит, обрабатывают второе гнездо и, если опорная торцевая поверхность расположена на этом щите, то и эту торцевую поверхность.
Обработка корпуса, предварительно собранного со щитами (без операции по сборке щита с корпусом на станке), затруднена, но в ряде случаев, когда гнезда имеют разный диаметр (больший диаметр со стороны подхода инструмента), особых затруднений не вызывает.
При проектировании машины следует обеспечивать возможность обработки гнезд “на проход”, что позволяет использовать при обработке любой метод.
Типовую конструкцию, позволяющую применить описанный выше способ обработки гнезд и опорного торца – см. материал: “Шарикоподшипники. Лекция №19. Чертеж общего вида (компоновка) №2 асинхронного электрического двигателя с самовентиляцией.
Дата добавления: 2015-06-27 ; просмотров: 64676 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ