
Шероховатость поверхности
Шероховатость поверхности — совокупность неровностей поверхности с относительно малыми шагами.
Для отделения шероховатости поверхности от других неровностей с относительно большими шагами (отклонения формы и волнистости) её рассматривают в пределах ограниченного участка, длина которого называется базовой длиной.
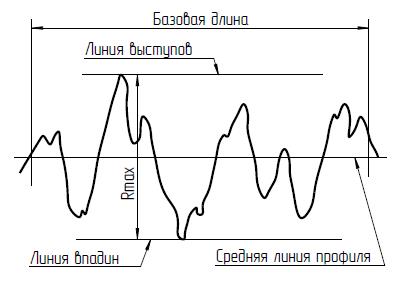
Шероховатость поверхности оценивается по неровностям профиля, получаемого путем сечения реальной поверхности плоскостью.
Числовые значения параметров шероховатости поверхности определяют от единой базы, за которую принята средняя линия профиля, т.е. базовая линия.
Для количественной оценки шероховатости наиболее часто используют три основных параметра:
Ra — среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины.
Rz — высота неровностей по десяти точкам (сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины).
Rmax — наибольшая высота неровностей профиля в пределах базовой длины.
Предпочтительным является параметр Ra, поскольку определяется по большему количеству точек профиля. В связи с этим параметром Ra нормируется шероховатость образцов сравнения, используемых для оценки шероховатости в промышленности.
Параметры Rmax и Rz используют в тех случаях, когда по функциональным требованиям необходимо ограничить полную высоту неровности профиля, а также когда прямой контроль Ra с помощью профилометров или образцов сравнения не представляется возможным (поверхности, имеющие малые размеры или сложную конфигурацию, например режущий инструмент).
Требования к шероховатости поверхности устанавливают исходя из функционального назначения поверхности для обеспечения заданного качества изделий. Если в этом нет необходимости, то требования к шероховатости не устанавливают и шероховатость поверхности не контролируют.
Обозначение шероховатости поверхности
Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
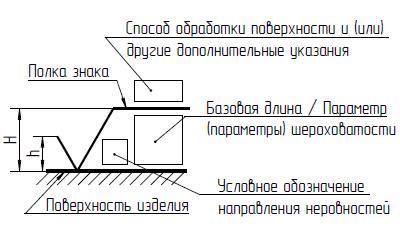
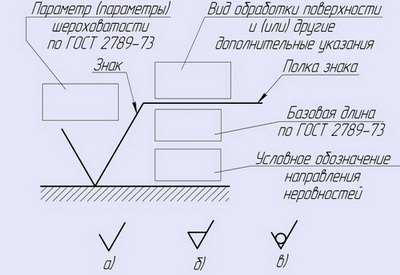
Структура обозначения шероховатости поверхности включает знак шероховатости, полку знака и другие дополнительные указания. При применении знака без указания параметра и способа обработки его изображают без полки.
Высота h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота H равна (1.5. 5) h. Толщина линий знаков должна быть приблизительно равна половине толщины сплошной основной линии, применяемой на чертеже.
Знаки для обозначения шероховатости поверхности в зависимости от вида ее обработки
Основной знак, соответствующий обычному условию нормирования шероховатости, когда метод образования поверхности чертежом не регламентируется.
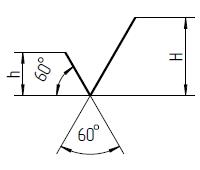
Знак, соответствующий, конструкторскому требованию, чтобы поверхность была образована удалением слоя материала, например, точением, шлифованием, полированием, травлением и т. п. (конкретный вид обработки может и не указываться).
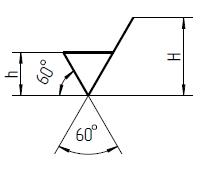
Знак, соответствующий конструкторскому требованию, чтобы поверхность была образована без удаления поверхностного слоя материала, например, литьем, штамповкой, прессованием (конкретный вид образования поверхности может и не указываться).
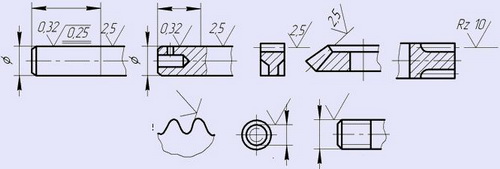
Примеры обозначения шероховатости поверхности
| Графическое изображение шероховатости | Пояснение |
|---|---|
   | Указано числовое значение параметра, соответствующие наиболее грубой допускаемой шероховатости, т.е. наибольшему предельному значению для параметра Ra, Rz и Rmax. Значения параметров Ra, Rz и Rmax указывают в мкм. |
  | Указано наименьшее значение параметра шероховатости. Способ применяется в отдельных случаях, когда для правильного функционирования недопустима слишком гладкая поверхность. |
 | Указаны числовые значения, соответствующие наибольшему и наименьшему предельным значениям нормируемого параметра. Значение, указываемое сверху, соответствует наиболее грубой допускаемой шероховатости. |
 | Указано номинальное значение параметра с предельными отклонениями от него в % от номинального значения. Способ применяют в основном для образцов сравнения шероховатости поверхности или для образцовых деталей, служащих тем же целям. |
 | Указана шероховатость поверхностей образующих контур. |
 | Указан вид обработки поверхности. Указывается только в тех случаях, когда данный вид обработки является единственным, обеспечивающим требуемое качество поверхности. |
Допускается применять упрощенное обозначение шероховатости поверхности с разъяснением его в технических требованиях чертежа. В упрощенном обозначении используют строчные буквы русского алфавита в алфавитном порядке, без повторений.
Условные обозначения направлений неровностей поверхности
| Графическое изображение шероховатости | Пояснение |
|---|---|
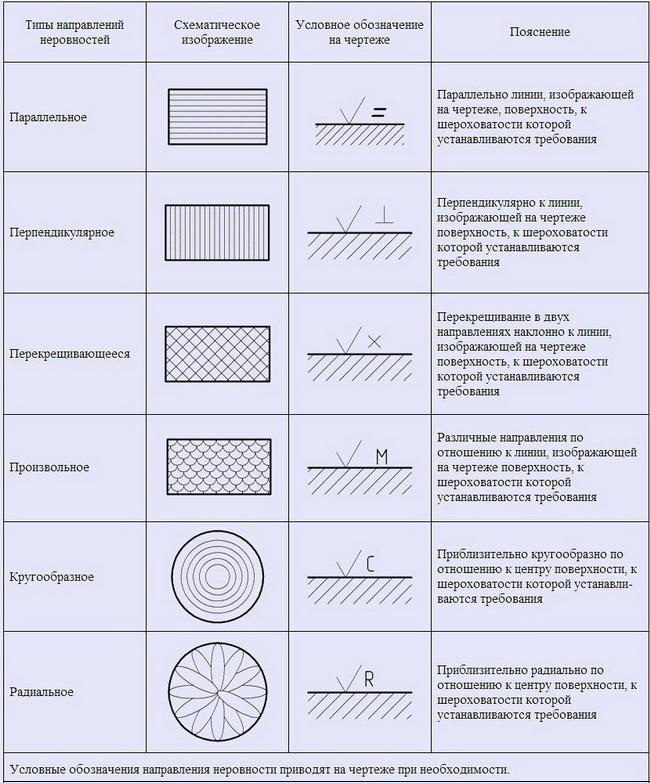
 | Параллельное направление неровностей (параллельно линии, изображающей на чертеже поверхность). |
 | Перпендикулярное направление неровностей (перпендикулярно к линии, изображающей на чертеже поверхность). |
 | Перекрещивающееся направление неровностей (перекрещивание в двух направлениях наклонно к линии, изображающей на чертеже поверхность). |
 | Произвольное направление неровностей (различные направления по отношению к линии, изображающей на чертеже поверхность). |
 | Кругообразное направление неровностей (приблизительно кругообразно по отношению к центру поверхности). |
 | Радиальное направление неровностей (приблизительно радиально по отношению к центру поверхности). |
 | Хаотичное направление неровностей. |
Высота знака условного обозначения направления неровностей должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел.
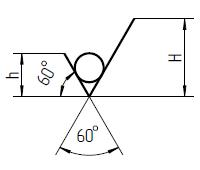
Перевод rmax в ra
Параметры и характеристики
Surface roughness. Parameters and characteristics
Дата введения 1975-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 23.04.73 N 995 дата введения установлена 01.01.75
Ограничение срока действия снято Постановлением Госстандарта от 07.05.80 N 2019
Издание (август 2018 г.) с Изменениями N 1, 2, утвержденными в мае 1980 г., январе 2017 г. (ИУС 7-80, 7-2017)
ВЗАМЕН ГОСТ 2789-59
1. Настоящий стандарт распространяется на шероховатость изделий независимо от их материала и способа изготовления (получения поверхности). Стандарт устанавливает перечень параметров и типов направлений неровностей, которые должны применяться при установлении требований и контроле шероховатости поверхности, числовые значения параметров и общие указания по установлению требований к шероховатости поверхности.
Стандарт не распространяется на шероховатость ворсистых и других поверхностей, характеристики которых делают невозможным нормирование и контроль шероховатости имеющимися методами, а также на дефекты поверхности, являющиеся следствием дефектов материала (раковины, поры, трещины) или случайных повреждений (царапины, вмятины и т.д.).
(Измененная редакция, Изм. N 2).
Требования к шероховатости поверхности
2. Требования к шероховатости поверхности должны устанавливаться исходя из функционального назначения поверхности для обеспечения заданного качества изделий. Если в этом нет необходимости, то требования к шероховатости поверхности не устанавливаются и шероховатость этой поверхности контролироваться не должна.
3. Требования к шероховатости поверхности должны устанавливаться путем указания параметра шероховатости (одного или нескольких) из перечня, приведенного в п.6, значений выбранных параметров (по п.8) и базовых длин, на которых происходит определение параметров.
Если параметры Ra , Rz , определены на базовой длине в соответствии с табл.5 и 6 приложения 1, то эти базовые длины не указываются в требованиях к шероховатости.
При необходимости дополнительно к параметрам шероховатости поверхности устанавливаются требования к направлению неровностей поверхности, к способу или последовательности способов получения (обработки) поверхности.
Числа из табл.2-4 и п.9 используются для указания наибольших и наименьших допускаемых значений, границ допускаемого диапазона значений и номинальных значений параметров шероховатости.
Для номинальных числовых значений параметров шероховатости должны устанавливаться допустимые предельные отклонения.
Допустимые предельные отклонения средних значений параметров шероховатости в процентах от номинальных следует выбирать из ряда 10; 20; 40. Отклонения могут быть односторонними и симметричными.
4. Требования к шероховатости поверхности не включают требований к дефектам поверхности, поэтому при контроле шероховатости поверхности влияние дефектов поверхности должно быть исключено. При необходимости требования к дефектам поверхности должны быть установлены отдельно.
5. Допускается устанавливать требования к шероховатости отдельных участков поверхности (например,к участкам поверхности, заключенным между порами крупнопористого материала участкам поверхности срезов, имеющим существенно отличающиеся неровности).
Требования к шероховатости поверхности отдельных участков одной поверхности могут быть различными.
2-5. (Измененная редакция, Изм. N 1).
6. Параметры шероховатости (один или несколько) выбираются из приведенной номенклатуры:
Ra — среднеарифметическое отклонение профиля;
Rz — наибольшая высота профиля;
— полная высота профиля;
Sm — средний шаг неровностей;
S — средний шаг местных выступов профиля;
— относительная опорная длина профиля, где — значение уровня сечения профиля.
Параметр Ra является предпочтительным.
(Измененная редакция, Изм. N 1, 2).
Типы направлений неровностей поверхности
7. Типы направлений неровностей поверхности выбирают из табл.1.
Параметры шероховатости
ОСНОВНЫЕ ПАРАМЕТРЫ ШЕРОХОВАТОСТИ И ИХ ОБОЗНАЧЕНИЯ
( по ГОСТ 2789 — 73 )
  Шероховатость поверхности — это совокупность неровностей поверхности с относительно малыми шагами, выделенная с помощью базовой длины.
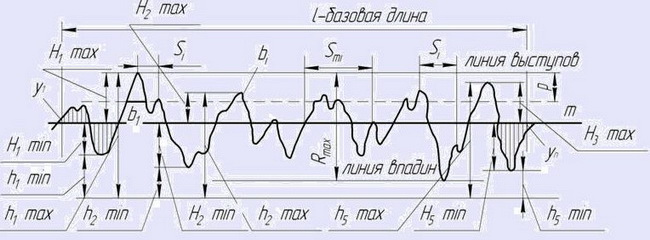
где,
l — базовая длина: m — средняя линия профиля; Sm — средний шаг неровностей профиля; S — средний шаг местных выступов профиля; Himax — отклонения пяти наибольших максимумов профиля; Himin — отклонения пяти наибольших минимумов профиля; himax — расстояние от высших точек пяти наибольших максимумов до линии, параллельной средней и не пересекающей профиль; himin — расстояние от низших точек пяти наибольших минимумов до этой же линии; Rmax — наибольшая высота профиля; у — отклонения профиля от линии; tp — относительная опорная длина профиля; р — уровень сечения профиля; bi — длина отрезков, отсекаемых на заданном уровне р.
  ГОСТ 2789-73 полностью соответствует международной рекомендации по стандартизации ИСО Р 468. Он устанавливает перечень параметров и типов направлений неровностей, которые должны применяться при установлении требований и контроле шероховатостей поверхности, числовые значения параметров и общие указания.
  1. Требования к шероховатости поверхности должны устанавливаться исходя из функционального назначения поверхности для обеспечения заданного качества изделий. Если в этом нет необходимости, то требования к шероховатости поверхности не устанавливаются и шероховатость этой поверхности контролироваться не должна.
  2. Требования к шероховатости поверхности должны устанавливаться путем указания параметра шероховатости (одного или нескольких) из перечня значений выбранных параметров и базовых длин, на которых происходит определение параметров.
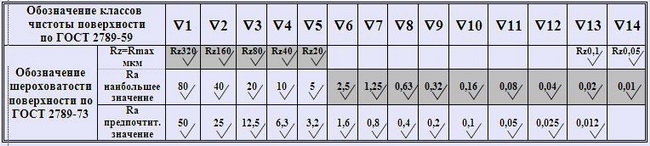
ТАБЛИЦА СООТВЕТСТВИЯ КЛАССОВ ШЕРОХОВАТОСТИ
  При необходимости дополнительно к параметрам шероховатости поверхности устанавливаются требования к направлению неровностей поверхности, к способу или последовательности способов получения (обработки) поверхности.
  Для номинальных числовых значений параметров шероховатости должны устанавливаться допустимые предельные отклонения.
  3. Требования к шероховатости поверхности не включают требований к дефектам поверхности, поэтому при контроле шероховатости поверхности влияние дефектов поверхности должно быть исключено. При необходимости требования к дефектам поверхности должны быть установлены отдельно.
  Допускается устанавливать требования к шероховатости отдельных участков поверхности (например, к участкам поверхности, заключенным между порами крупнопористого материала, к участкам поверхности срезов, имеющим существенно отличающиеся неровности).
  Требования к шероховатости поверхности отдельных участков одной поверхности могут быть различными.
  4. Параметры шероховатости (один или несколько) выбирают из приведенной номенклатуры:
Ra — среднеарифметическое отклонение профиля;
Rz — высота неровностей профиля по десяти точкам;
Rmax — наибольшая высота профиля;
Sm — средний шаг неровностей;
S — средний шаг местных выступов профиля;
tp — относительная опорная длина профиля, где р — значение уровня сечений профиля.
  Параметр Ra является предпочтительным.
  5. Числовые значения параметров шероховатости (наибольшие, номинальные или диапазоны значений) выбирают из таблицы
СРЕДНЕАРИФМЕТИЧЕСКОЕ ОТКЛОНЕНИЕ ПРОФИЛЯ Ra, мкм
| 100 80 63 50 40 32 25 20 16,0 12,5 | 10,0 8,0 6,3 5,0 4,0 3,2 2,5 2,0 1,6 1,25 | 1,00 0,80 0,63 0,50 0,40 0,32 0,25 0,20 0,16 0,125 | 0,100 0,080 0,063 0,050 0,040 0,032 0,025 0,020 0,016 0,012 | 0,010 0,008 — — — — — — — — |
|   Примечание: Предпочтительные значения параметров подчеркнуты. | ||||
  6. Относительная опорная длина профиля tp:
  7.Числовые значения уровня сечения профиля р выбирают из ряда:
    5; 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90 % от Rmax.
  8. Числовые значения базовой длины l выбирают из ряда:
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
И ЕЕ ВЛИЯНИЕ НА РАБОТУ ДЕТАЛЕЙ
  В процессе формообразования деталей на их поверхности появляется шероховатость – ряд чередующихся выступов и впадин сравнительно малых размеров. Шероховатость может быть следом от резца или другого режущего инструмента, копией неровностей форм или штампов, может возникать вследствие вибраций, возникающих при резании, а также в результате действия других факторов.
  Влияние шероховатости на работу деталей машин многообразно:
— шероховатость поверхности может нарушать характер сопряжения деталей за счет смятия или интенсивного износа выступов профиля ;
— в стыковых соединениях из-за значительной шероховатости снижается жесткость стыков ;
— шероховатость поверхности валов разрушает контактирующие с ними различного рода уплотнения ;
— неровности, являясь концентраторами напряжений, снижают усталостную прочность деталей ;
— шероховатость влияет на герметичность соединений, на качество гальванических и лакокрасочных покрытий ;
— шероховатость влияет на точность измерения деталей ;
— коррозия металла возникает и распространяется быстрее на грубо обработанных поверхностях ;
и т.п.
  В техпpоцессе пpи ноpмиpовании шеpоховатости pекомендуется пpименять высотные паpаметpы Ra и Rz
  Параметр Rz нормируется в тех случаях, когда прямой контроль Ra с помощью профилометров невозможен.
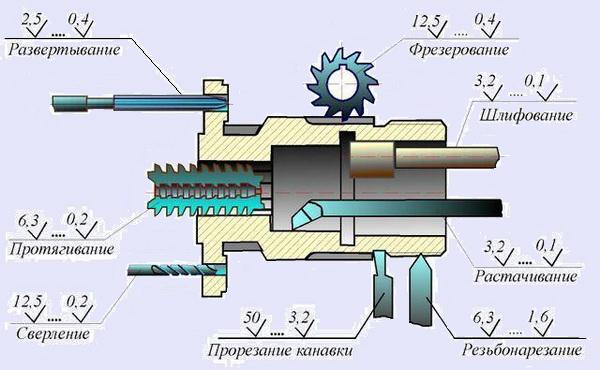
  Hа pисунке пpиведены значения этих паpаметpов для наиболее часто встpечающихся видов обработки, которых возможно достичь резанием:
— фрезерование: Ra 12,5 — 0,4 (3 — 8 классы обработки);
— сверление: Ra 12,5 — 0,2 (3 — 9 классы обработки);
— прорезание: Ra 50 — 3,2 (1 — 5 классы обработки);
— протягивание: Ra 6,3 — 0,2 (4 — 9 классы обработки);
— резьбонарезание: Ra 6,3 — 1,6 (4 — 6 классы обработки);
— развертывание: Ra 2,5 — 0,4 (5 — 8 классы обработки);
— растачивание: Ra 3,2 — 0,1 (5 — 10 классы обработки);
— шлифование: Ra 3,2 — 0,1 (5 — 10 классы обработки).
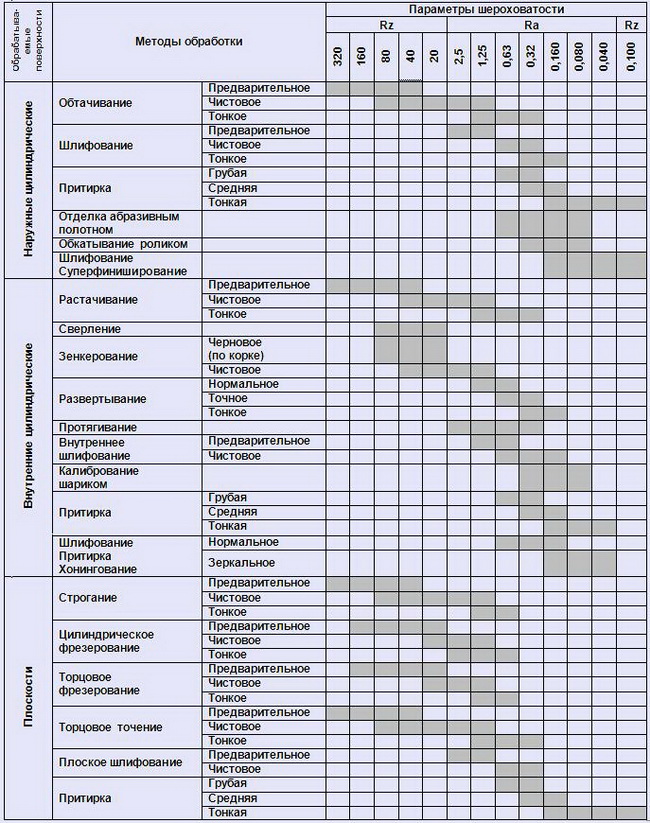
  В таблице приведены значения паpаметpов шероховатости для некотоpых наиболее часто встpечающихся элементов деталей и соединений.
| Элементы деталей | Ra | |
| Pезьбы наpужные | pядовые повышенной точности | 6,3. 1,6 1,6. 0,8 |
| Pезьбы внутpенние | pядовые повышенной точности | 6,3. 3,2 3,2. 1,6 |
| Pезьбы ходовые | винт гайка | 0,8 1,6. 0,8 |
| Уплотняющие повеpхности ниппелей, штуцеpов | — | 0,8. 0,2 |
| Пpямозубые колеса | pабочие повеpхности зубьев | 1,6. 0,8 |
| Стыки под пpокладки | из мягких матеpиалов из неметаллов | 0,2. 0,1 1,6. 0,4 |
| Пpивалочные плоскости | — | 3,2. 0,8 |
| Отвеpстия под кpепежные детали | — | 6,3. 3,2 |
| Опоpные повеpхности под головки болтов, винтов, под гайки | — | 6,3. 1,6 |
| Центpиpующие буpтики (фланцев, кpышек) | отвеpстия буpтик | 3,2. 1,6 1,6. 0,8 |
| Тоpцы пpужин сжатия | — | 3,2. 1,6 |
| Поpшни (pабочие повеpхности) | из чугуна и стали из сплавов | 0,2. 0,1 0,1. 0,05 |
| Поpшневые пальцы | — | 0,2. 0,05 |
| Клапаны с коническими повеpхностями | pабочая повеpхность клапана pабочая повеpхность седла | 0,1. 0,025 0,2. 0,05 |
| Конические пpобковые кpаны (pабочая повеpхность) | пpобка отвеpстие | 0,8. 0,05 0,8. 0,05 |
| Свободные повеpхности | тоpцы, фаски, нетpущиеся повеpхности валов, пpоточки, неpабочие повеpхности зубчатых колес и дp. | 6,3. 3,2 |
| Шестигpанники | и дpугие элементы с плоскими гpанями | 12,5. 3,2 |
| Шпоночно-пазовые соединения (pабочие гpани) | пазы шпонки | 3,2. 0,8 1,6. 0,4 |
| Шлицевые соединения, центpиpование | по наpужному диаметpу: отвеpстие вал по внутpеннему диаметpу: отвеpстие вал по гpаням шлицев: охватывающие поверхности охватываемые повеpхности | 0,8. 0,2 0,4. 0,1 0,2. 0,1 0,8. 0,2 0,8. 0,2 0,4. 0,1 |
| Hапpавляющие пpизматические повеpхности | охватывающие охватываемые | 0,4. 0,1 0,2. 0,05 |
| Стыки геpметичные | металл по металлу с пpитиpкой | 0,1. 0,05 |
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
ПРИ МЕХАНИЧЕСКИХ МЕТОДАХ ОБРАБОТКИ
  Обозначения шероховатости поверхностей и правила нанесении их на чертежах изделий устанавливает ГОСТ 2.309-73. который полностью соответствует ИСО 1302-78. Обозначения шероховатости проставляют на всех поверхностях изделия, выполняемых по чертежу, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
  При наличии в обозначении шероховатости только значения параметра (параметров) применяют знак без полки.
  В обозначении шероховатости поверхности, вид обработки которой конструктором не устанавливается, применяют знак по рис. а).
  В обозначении шероховатости поверхности, которая должна быть образована удалением слоя материала, например, точением, фрезерованием, травлением и т.п. применяют знак по рис. б).
  В обозначении шероховатости поверхности, которая должна быть образована без удаления слоя материала, например, литьем, ковкой, штамповкой, прокатом, волочением и т.п.. а также поверхности, не обрабатываемой по данному чертежу, применяют знак по рис. в).
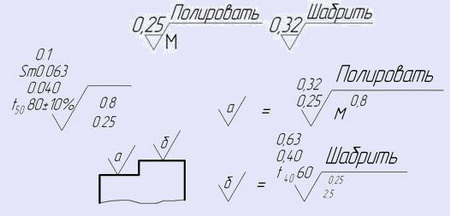
  Значение параметра шероховатости указывают в обозначении шероховатости:
  В примере t5070 указана относит. опорная длина профиля tp = 70% при уровне сечения профиля р = 50%.
  Базовую длину в обозначении шероховатости поверхности не указывают, если требования к шероховатости нормируют указанием параметров Ra, Rz, и определение параметров должно производиться в пределах базовой длины, соответствующей значению параметров.
  Вид обработки поверхности указывают в обозначении шероховатости только в случаях, когда он является единственным, применимым для получения требуемого качества поверхности.
  Допускается применять упрощенное обозначение шероховатости поверхностей с разъяснением его в технических требованиях чертежа.
  В упрощенном обозначении используют знак √ и строчные буквы русского алфавита в алфавитном порядке, без повторений и. как правило, без пропусков.
  При указании номинального значения параметра шероховатости значения параметров записывают сверху вниз в следующем порядке:
— параметр высоты неровностей профиля;
— параметр шага неровностей профиля;
— относительная опорная длина профиля.
  Если шероховатость одной и той же поверхности различна на отдельных участках, то эти участки разграничивают сплошной тонкой линией с нанесением соответствующих размеров и обозначений шероховатости. Через заштрихованную зону линию границы между участками не проводят.
  Обозначение одинаковой шероховатости поверхности сложной конфигурации допускается приводить в технических требованиях чертежа со ссылкой на буквенное обозначение поверхности, например:
  Шероховатость поверхности A — Rz10
  При этом буквенное обозначение поверхности наносят на полке линии-выноски, проведенной от утолщенной штрихпунктирной линии, которой обводят поверхность на расстоянии 0,8 . 1 мм от линии контура.
КОНТРОЛЬ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
  Контроль шероховатости поверхности может проводиться:
  1. Сравнением поверхности изделия с образцами шероховатости поверхности по ГОСТ 9378-93 для конкретных способов обработки. Вместо образцов шероховатости могут применяться аттестованные образцовые детали.
  2. Измерением параметров шероховатости непосредственно по шкале приборов (профилометров). либо по увеличенному изображению профиля, или записанной профилограмме сечения, полученным на профилографах.
  Если не задано направление измерения шероховатости, то измерения проводят в направлении наиболее грубой шероховатости. При механической обработке — это направление, перпендикулярное к главному движению резания (поперечная шероховатость).
  Образцы шероховатости поверхностей (сравнения) по ГОСТ 9378 — 93 (ИСО 2632 — 1. ИСО 2632 — 2) предназначены для сравнения визуально и на ощупь с поверхностями изделий, полученными обработкой резанием, полированием, электроэрозионной. дробеструйной и пескоструйной обработкой.
ГОСТ 2.309-73 — Единая система конструкторской документации. Обозначения шероховатости поверхностей
ГОСТ 4.449-86 — Система показателей качества продукции. Приборы контрольно-измерительные оптико-механические для контроля шероховатости и качества поверхности. Номенклатура показателей
ГОСТ 8.296-78 — Государственная система обеспечения единства измерений. Государственный специальный эталон и общесоюзная поверочная схема для средств измерений параметров шероховатости Rmax и Rz в диапазоне от 0,025 до 1600 мкм
ГОСТ 7016-82 — Изделия из древесины и древесных материалов. Параметры шероховатости поверхности
ГОСТ 9378-93 — Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 9847-79 — Приборы оптические для измерения параметров шероховатости поверхности. Типы и основные параметры
ГОСТ 15612-85 — Изделия из древесины и древесных материалов. Методы определения параметров шероховатости поверхности
ГОСТ 19300-86 — Средства измерений шероховатости поверхности профильным методом. Профилографы-профилометры контактные. Типы и основные параметры
ГОСТ 25142-82 — Шероховатость поверхности. Термины и определения
ГОСТ 27964-88 — Измерение параметров шероховатости. Термины и определения